
1. Kynning á píputjakk og stálbyggingu hennar
1.1. Hvað er Pipe Jacking?
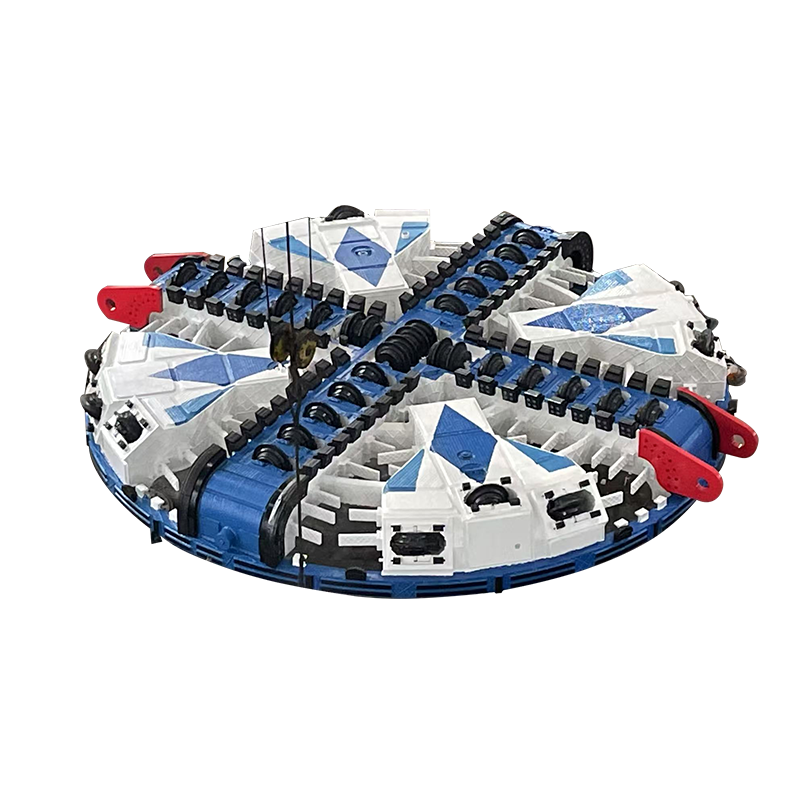
Píputjakkur er aðferð sem notuð er til að setja upp leiðslur og aðrar gerðir neðanjarðarlagna án þess að þörf sé á yfirborðsgröfti. Það felur í sér notkun sérhæfðrar vélar sem kallast „píputakkavél“ til að ýta pípuhlutum í gegnum jörðina, oft undir vegum, ám eða öðrum mannvirkjum. Ferlið er venjulega notað fyrir skurðlausa uppsetningu á rörum, sem lágmarkar yfirborðsröskun og styttir byggingartíma.
Lykilreglan á bak við píputjakk er sú að vélin rekur rör niður í jörðina með vökvakrafti. Pípuhlutunum er ýtt áfram þegar skurðarhaus vélarinnar fer í gegnum jarðveginn, sem gerir kleift að bæta við nýjum hlutum eftir þörfum. Þessi tækni er almennt notuð við byggingu skólpkerfa, frárennsliskerfa fyrir stormvatn og veitulagna.
1.2. Mikilvægi stálbyggingar í píputakkavélum
Stálbygging a pipe jacking machine er mikilvægt fyrir frammistöðu þess og langlífi. Stál er valið vegna mikils styrks, endingar og slits og tæringar, sem allt er nauðsynlegt við krefjandi aðstæður við jarðgangagerð.
Helstu stálhlutar píputjakkarvélarinnar eru skurðarhaus, tjakkarrammi, þrýstibeð og aðrir burðarhlutar sem verða að standast mikið álag, mikinn þrýsting og erfiðar umhverfisaðstæður. Stálbyggingin tryggir að vélin starfar á skilvirkan og öruggan hátt á sama tíma og hún heldur uppbyggingu heilleika yfir langan notkunartíma. Að auki getur val á stálefnum haft veruleg áhrif á afköst vélarinnar, viðhaldsþörf og heildarlíftíma.
2. Lykilhlutir stálbyggingar
2.1. Skurðarhaus: Hönnun og stálsamsetning
Skurðarhausinn er einn mikilvægasti þátturinn í píputjakkavél. Það er ábyrgt fyrir því að skera í gegnum jarðveginn og grjótið þegar vélin stækkar og tryggir að göngin séu áfram laus fyrir lagnir. Hönnun skurðarhaussins er flókin þar sem hann þarf að takast á við ýmsar jarðfræðilegar aðstæður eins og mjúkan jarðveg, hart berg eða blönduð landslag.
Stálið sem notað er við byggingu skurðarhaussins verður að vera sterkt og slitþolið til að standast mikla högg- og slípikrafta sem verða fyrir við jarðgangagerðina. Stálblendi, eins og hákolefnisstál eða króm-mólýbdenstál, er almennt notað vegna getu þeirra til að viðhalda hörku jafnvel við hærra hitastig. Að auki inniheldur skurðarhausinn oft hertu stálinnlegg eða wolframkarbíð odd til að auka skilvirkni og langlífi.
2.2. Jacking rammi: Stöðugleiki og burðargeta
Tjakkargrindin er uppbyggingin sem styður vökvakerfi píputjakkarvélarinnar og veitir nauðsynlegan stöðugleika fyrir vélina til að ýta rörunum áfram. Það gleypir einnig álag og álag sem myndast af vökvatjakkunum við notkun. Sem slíkur verður tjakkarramminn að vera hannaður til að bera verulegan álag án þess að sveigjast eða afmyndast.
Stál sem notað er í tjakkarramma verður að hafa framúrskarandi togstyrk og þreytuþol. Hástyrkt stál er oft ákjósanlegt vegna þess að það gerir grindinni kleift að standast gríðarlega krafta sem myndast við tjakkinn. Að auki ætti hönnun rammans að gera grein fyrir heildarjafnvægi og röðun vélarinnar til að koma í veg fyrir misstillingu eða vélrænni bilun meðan á notkun stendur.
2.3. Millihringir: Virkni og efni
Millihringir, stundum kallaðir millihringir, eru notaðir til að viðhalda jöfnun skurðarhauss vélarinnar og koma á stöðugleika á þrýstikraftinum við uppsetningu pípa. Þessir hringir eru staðsettir á milli tjakkargrindarinnar og þrýstibeðsins, sem gerir vélinni kleift að hreyfa sig áfram stigvaxandi.
Efnið sem notað er í millihringi verður að bjóða upp á jafnvægi milli styrks og slitþols. Stálblöndur eins og ryðfríu stáli eða kolefnisstáli eru oft notaðar, allt eftir umhverfisaðstæðum. Þessi efni verða einnig að vera ónæm fyrir ætandi áhrifum neðanjarðar umhverfisins og tryggja að hringirnir haldi lögun sinni og burðarvirki í gegnum verkefnið.
2.4. Þrýstirúm: Festa vélina
Þrýstirúmið er grunnbyggingin sem festir alla píputjakkavélina. Það veitir punktinn sem vökvatjakkarnir beita þrýstingi til að ýta rörunum áfram. Þrýstirúmið verður að vera nógu sterkt til að standast krafta sem tjakkarnir beita á meðan vélinni er haldið í stöðu meðan á notkun stendur.
Stál sem notað er í þrýstirúmið verður að hafa mikinn þrýstistyrk og geta þolað hringlaga álag. Það er einnig mikilvægt að þrýstirúmið sé hannað til að auðvelda viðhald og endurnýjun þar sem það verður fyrir verulegu sliti með tímanum. Það fer eftir stærð vélarinnar og tegund jarðvegs sem verið er að renna í gegnum, hægt er að nota sérhæft hástyrk eða slitþolið stál til að lengja endingartíma þrýstibeðsins.
2.5. Stýribúnaður: Nákvæmni og stjórn
Stýrisbúnaður í píputjakkavél tryggir að vélin haldist á réttri leið meðan á jarðgangagerð stendur. Það er ábyrgt fyrir því að stjórna stefnu vélarinnar og tryggja að uppsett leiðsla fylgi fyrirhugaðri röðun.
Íhlutir stýribúnaðarins verða að vera mjög nákvæmir og geta staðist vélrænt álag við jarðgangagerð. Notkun hástyrks stáls, oft ásamt háþróaðri málmblöndur eða húðun, er algeng til að viðhalda nákvæmni stjórnunar. Að auki verður stýriskerfið að vera auðvelt að stilla til að mæta breytingum á jarðvegi eða röðun, og tryggja að göngin haldist beint og rétt staðsett fyrir rörin.
3. Stálefnisval fyrir píputakkahluta
3.1. Hástyrkt stál: Kostir og notkun
Hástyrkt stál er grundvallarefni í smíði píputjakkvéla vegna getu þess til að standast gríðarlega krafta og álag sem verður fyrir við jarðgangagerð. Helsti ávinningur hástyrks stáls er framúrskarandi togstyrkur þess, sem gerir íhlutum kleift að standast aflögun og bilun undir miklu álagi. Þetta er sérstaklega mikilvægt í mikilvægum hlutum eins og tjakkarramma og þrýstirúmi, þar sem stöðugleiki og burðargeta eru nauðsynleg.
Auk styrkleika þess er hástyrkt stál tiltölulega létt miðað við önnur efni með svipaða frammistöðueiginleika, sem gerir það auðveldara að meðhöndla og búa til. Blönduð stál eins og slökkt og hert stál, eða stál með hátt kolefnisinnihald, er almennt notað við framleiðslu á lykilhlutum í píputjakkvélum. Þessi stál eru sérstaklega gagnleg í notkun þar sem mikils þreytuþols er krafist, svo sem skurðarhaus og tjakkarrammar.
3.2. Slitþolið stál: Lengir endingu íhluta
Slitþolið stál skiptir sköpum fyrir íhluti sem verða fyrir miklum núningi, núningi og vélrænu sliti, svo sem skurðarhaus, millihringi og þrýstirúm. Þetta stál er hannað til að standast niðurbrot á yfirborði, sem hjálpar til við að lengja líftíma íhlutanna. Slitþolið stál hefur venjulega mikla hörku, sem gerir það tilvalið fyrir aðstæður þar sem það kemst í stöðuga snertingu við slípiefni eins og jarðveg, stein og rusl.
Efnin eru oft hitameðhöndluð eða máluð með frumefnum eins og króm, mólýbdeni og nikkeli til að auka viðnám þeirra gegn núningi og sliti. Notkun á slitþolnu stáli í píputjakkavélum tryggir að þessir íhlutir þola langvarandi notkun án þess að skemma, sem dregur að lokum úr tíðni viðhalds og þörf fyrir kostnaðarsamar viðgerðir eða skipti.
3.3. Tæringarþolin húðun: Verndar stálvirki
Tæring er ein helsta áskorunin sem stálíhlutir sem notaðir eru í píputjakkvélar standa frammi fyrir, sérstaklega í ljósi neðanjarðar umhverfisins þar sem raki, efni og önnur ætandi efni eru algeng. Til að vernda stálíhlutina nota margir framleiðendur tæringarþolna húðun á mikilvæga hluta, þar á meðal tjakkgrind, þrýstirúm og millihringi.
Algeng húðun felur í sér sinkhúðun, epoxýhúð og sérhæfðar ryðvarnarmeðferðir eins og krómhúðun eða dufthúð. Þessi húðun myndar hlífðarhindrun sem kemur í veg fyrir að vatn og ætandi efni komist inn í yfirborð stálsins og lengir þar með endingu íhlutans og viðheldur vélrænum eiginleikum hans með tímanum. Að auki eru sum húðun hönnuð til að vera slitþolin og veita tvöfalda vörn gegn bæði tæringu og núningi.
4. Hönnunarsjónarmið fyrir stálvirki
4.1. Álagsgreining og burðarvirki
Við hönnun stálmannvirkja fyrir píputjakkvélar er nauðsynlegt að skilja og greina álagið sem íhlutirnir munu upplifa. Byggingarheildleiki vélarinnar byggir á getu til að dreifa og stjórna þessu álagi á skilvirkan hátt. Þar á meðal eru ásálag frá vökvatjakkum, hliðarkraftar frá jarðvegsþrýstingi og högg og titring sem myndast af skurðhausnum.
Verkfræðingar nota háþróaða líkanatækni og útreikninga til að meta styrk og stöðugleika ýmissa stálhluta, svo sem tjakkarramma, þrýstibeðs og skurðarhaus. Efnisval, þykkt og lögun íhlutanna verður að vera fínstillt til að tryggja að þeir geti þolað bæði kyrrstætt og kraftmikið álag. Til dæmis verður tjakkargrindin að vera hönnuð til að þola þunga þrýstinginn sem tjakkarnir mynda, en skurðarhausinn verður að standast kraftana sem felst í því að brjótast í gegnum jörðina. Byggingarheildleiki er tryggður með því að íhuga vandlega efniseiginleika, rúmfræði og álagsdreifingu.
4.2. Suðutækni og gæðaeftirlit
Suða er mikilvægt ferli við framleiðslu á íhlutum fyrir píputjakkvélar, þar sem það tryggir heilleika og styrk stálvirkjanna. Suðuferlið verður að fara fram af nákvæmni, þar sem óviðeigandi suðu getur leitt til veikleika í burðarvirki eða bilunar undir álagi. Ýmsar suðuaðferðir eru notaðar, svo sem TIG (Tungsten Inert Gas) og MIG (Metal Inert Gas) suðu, allt eftir stálefninu og hversu flókinn íhluturinn er.
Gæðaeftirlit meðan á suðuferlinu stendur er nauðsynlegt til að forðast galla eins og sprungur, grop eða veikar samskeyti, sem geta dregið úr afköstum vélarinnar. Óeyðandi prófunaraðferðir, svo sem úthljóðsprófun eða röntgenskoðun, eru notaðar til að sannreyna gæði suðu og tryggja að allir íhlutir standist nauðsynlega staðla um styrk, endingu og öryggi. Að auki verður að stjórna suðuaðferðum vandlega til að viðhalda æskilegum eiginleikum stálsins, sérstaklega í hástyrktar eða hitameðhöndluðum málmblöndur.
4.3. Finite Element Analysis (FEA) í hönnun
Finite Element Analysis (FEA) er mikilvægt tæki við hönnun og hagræðingu á stálvirkjum fyrir píputjakkvélar. FEA gerir verkfræðingum kleift að líkja eftir og greina hegðun íhluta við mismunandi hleðsluaðstæður og spá fyrir um hvernig þeir muni bregðast við álagi, aflögun og titringi. Þessi greining veitir dýrmæta innsýn í hugsanlega veika punkta, sem gerir ráð fyrir breytingum áður en framleiðsla hefst.
FEA er sérstaklega gagnlegt til að fínstilla hönnun flókinna íhluta eins og skurðarhaussins, tjakkarramma og þrýstirúms. Með því að líkja eftir mismunandi jarðvegsaðstæðum, álagsdreifingu og rekstrarsviðsmyndum geta verkfræðingar betrumbætt rúmfræði og efnisval til að ná sem bestum árangri. Þetta ferli hjálpar til við að draga úr efnisúrgangi, bæta skilvirkni og auka heildaröryggi og langlífi vélarinnar.
5. Framleiðslu- og framleiðsluferli
5.1. Skurður og mótun stálhluta
Framleiðsluferlið stálíhluta fyrir píputakkavélar felur í sér nokkur skref, sem byrjar með klippingu og mótun á hráefni úr stáli. Stálplöturnar eða stangirnar eru venjulega skornar í smærri hluta með aðferðum eins og leysiskurði, plasmaskurði eða vatnsstraumskurði. Þessar aðferðir gera ráð fyrir nákvæmum og hreinum skurðum, sem eru nauðsynlegir til að tryggja nákvæmni íhluta vélarinnar.
Eftir skurð getur stálið farið í gegnum ýmis mótunarferli, svo sem beygingu, mótun eða vinnslu, til að búa til æskileg form. Til dæmis þurfa skurðarhausinn, tjakkarramminn og þrýstirúmið oft sérstakar útlínur eða snið til að tryggja rétta röðun, passa og virkni. CNC (Computer Numerical Control) vinnsla er oft notuð fyrir nákvæma mótun, sem tryggir að hver íhlutur uppfylli nauðsynlegar forskriftir og vikmörk.
5.2. Suðu- og samsetningaraðferðir
Þegar einstakir íhlutir hafa verið skornir og mótaðir eru þeir soðnir saman til að mynda burðargrind píputakkavélarinnar. Suðuferlið gegnir mikilvægu hlutverki við að sameina stálhluta til að búa til sterkar, varanlegar tengingar. Eins og áður hefur komið fram eru mismunandi suðutækni, eins og MIG, TIG, eða kafbogasuðu, valin út frá efninu og gerð samskeytisins.
Samsetningarferlið felur venjulega í sér að festa soðnu stálhlutana saman til að búa til endanlega uppbyggingu. Þetta krefst mikillar nákvæmni til að tryggja að allir hlutar séu rétt stilltir, bæði hvað varðar rúmfræði og virkni. Samsetningin getur falið í sér mörg skref, svo sem að setja skurðhausinn á tjakkargrindina, festa þrýstirúmið og bæta við nauðsynlegum íhlutum eins og vökvakerfi og stjórnbúnaði. Rétt samsetning tryggir að vélin virki vel og vel þegar hún er í notkun.
5.3. Gæðatrygging og prófun
Til að tryggja að allir íhlutir uppfylli nauðsynlega frammistöðu og öryggisstaðla, eru alhliða gæðatryggingar- og prófunaraðferðir innleiddar í öllu framleiðslu- og framleiðsluferlinu. Þetta felur í sér skoðanir á öllum stigum framleiðslunnar, allt frá vali á hráefni til lokasamsetningar.
Óeyðandi prófunaraðferðir (NDT), svo sem úthljóðsprófun, segulmagnaðir agnaskoðun og röntgengeislaskoðun, eru almennt notaðar til að greina innri galla eða veikleika í soðnu samskeyti og burðarhlutum. Að auki er hægt að gera vélrænar prófanir eins og togstyrksprófun, hörkuprófun og þreytuprófun til að sannreyna að efnin og suðunar þoli það rekstrarálag sem þau verða fyrir.
Þegar píputjakkarvélin er að fullu sett saman fer hún í strangar prófanir til að tryggja að hún starfi í samræmi við hönnunarforskriftir. Þetta felur oft í sér athuganir á virkni kerfisins, álagsprófanir og líkt eftir rekstrarprófum við bæði stýrðar og raunverulegar aðstæður. Vélin verður að sýna fram á getu sína til að framkvæma við mismunandi aðstæður á jörðu niðri og uppfylla allar öryggis- og rekstrarkröfur áður en hún er afhent á byggingarstað.
6. Viðhald og skoðun á stálvirkjum
6.1. Regluleg skoðunaraðferð
Regluleg skoðun er nauðsynleg til að tryggja langlífi og rekstrarhagkvæmni stálíhluta í píputjakkvélum. Vegna erfiðs rekstrarumhverfis - þar sem íhlutir verða fyrir miklum þrýstingi, núningi og hugsanlega ætandi jarðvegi - eru skoðunarvenjur nauðsynlegar til að greina slitið snemma og koma í veg fyrir skelfilegar bilanir.
Venjulegar skoðanir ættu að einbeita sér að mikilvægum svæðum eins og skurðhaus, tjakkarramma, þrýstibeð og stýrisbúnað. Helstu skoðunarstarfsemi felur í sér að athuga með sprungur, aflögun, tæringu og almennt slit. Skoðun á soðnum samskeytum skiptir líka sköpum þar sem þetta eru oft viðkvæmustu punktarnir í uppbyggingunni. Fyrir neðanjarðar vélar, þar sem aðgangur er takmarkaður, eru óeyðandi prófunaraðferðir eins og úthljóðsprófanir, sjónrænar skoðanir og endoscopic skoðanir almennt notaðar til að greina hugsanleg vandamál á svæðum sem erfitt er að ná til.
6.2. Viðgerðar- og endurnýjunaraðferðir
Með tímanum munu íhlutir píputakkavélar náttúrulega slitna vegna vélrænni álags og erfiðra aðstæðna sem þeir þola. Þegar verulegt slit eða skemmdir uppgötvast eru tímabærar viðgerðir eða skipti nauðsynlegar til að viðhalda afköstum og öryggi vélarinnar. Viðgerðaraðferðir fela oft í sér að suða, endurnýja yfirborð eða skipta út slitnum hlutum eins og skurðhausum, millihringjum eða þrýstirúmum.
Í tilfellum þar sem íhlutur er mikið skemmdur eða óviðgerður verður að skipta út. Til dæmis er skurðhausum og slitþolnum hlutum venjulega skipt út eftir að þeir ná ákveðnu sliti. Varahlutir eru venjulega forsmíðaðir til að passa við hönnun vélarinnar, sem tryggir skjótan afgreiðslutíma og lágmarks niður í miðbæ. Skiptingarferlið krefst fagmenntaðs vinnuafls og vandlegrar samsetningar til að tryggja að nýju íhlutirnir samþættast óaðfinnanlega við restina af vélinni.
6.3. Koma í veg fyrir tæringu og slit
Tæring og slit eru tvö af mikilvægustu áskorunum sem standa frammi fyrir stálvirkjum í píputjakkvélum. Útsetning fyrir raka, efnum og slípandi jarðvegi getur leitt til niðurbrots stálhluta, stytt líftíma þeirra og aukið viðhaldskostnað. Fyrirbyggjandi aðgerðir eru því mikilvægar til að vernda stálvirkin og draga úr tíðni viðgerða og endurnýjunar.
Til að koma í veg fyrir tæringu er regluleg hreinsun og húðun á óvarnum stálhlutum nauðsynleg. Algengar aðferðir fela í sér notkun á ryðvarnarhúð eins og epoxý eða sink galvaniserun, sem mynda verndandi hindranir gegn raka og efnum. Að auki getur notkun slitþolinna efna og húðunar, svo sem hertu stáls eða karbíðinnleggja, hjálpað til við að draga úr slithraða á hlutum eins og skurðarhausnum, þrýstirúminu og millihringjum.
Árangursrík viðhaldsáætlun mun einnig fela í sér reglubundna smurningu á hreyfanlegum hlutum, sérstaklega þeim sem eru í stýrisbúnaði og vökvakerfi, til að draga úr sliti af völdum núnings. Með því að tileinka sér fyrirbyggjandi nálgun við tæringarvarnir og varnir gegn sliti er hægt að lengja heildarlíftíma vélarinnar verulega og lágmarka niður í miðbæ.







